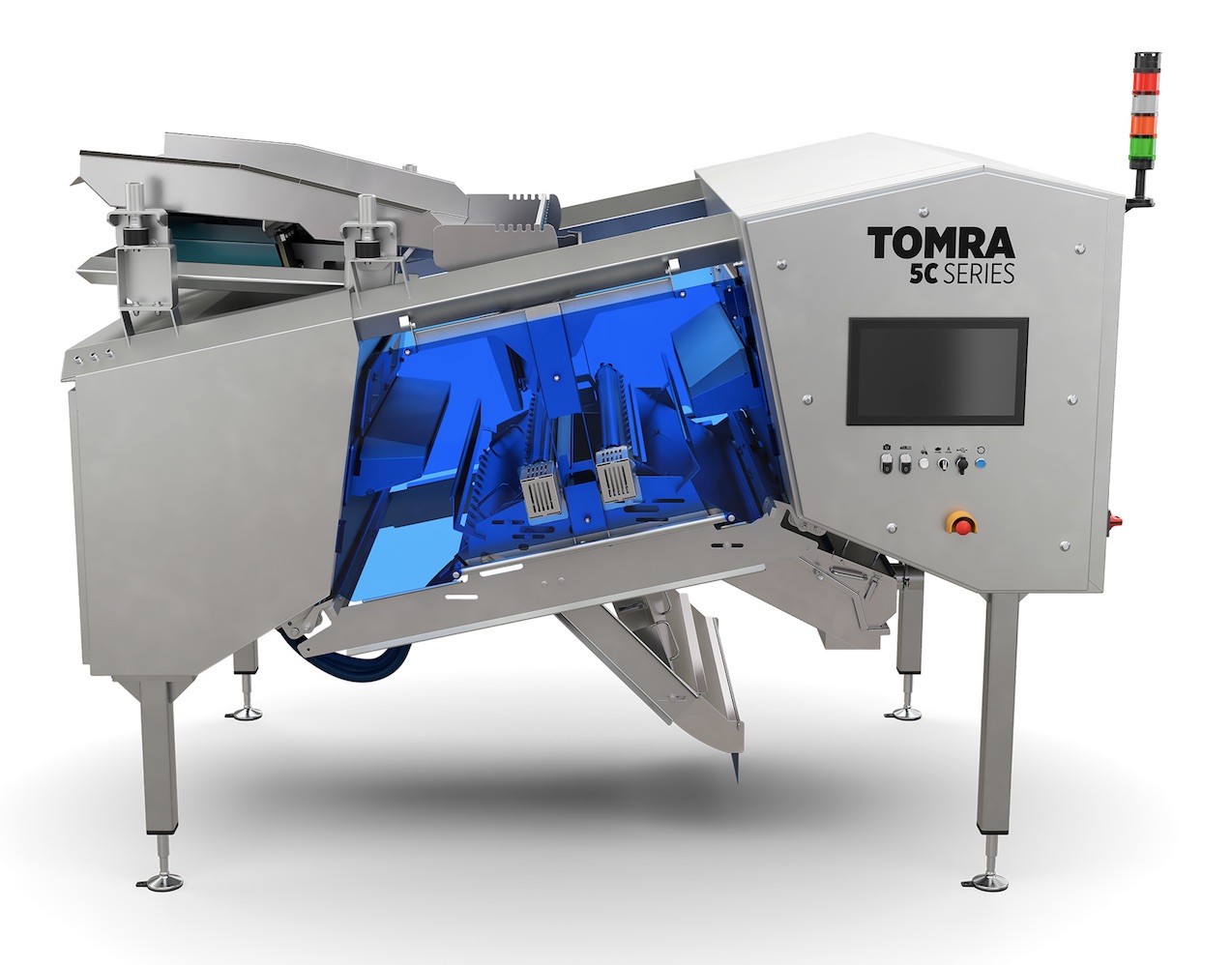
The TOMRA 5C series premium sorting machine, featuring TOMRA Foods’ unique biometric signature identification (BSI) technology, is now available to frozen vegetable and fruit processors. This equipment was shown for the first time on April 6 at Fruit Logistica Berlin, where visitors to the company’s stand had the opportunity to watch a live online demonstration of the sorter in action at TOMRA’s test center in Leuven, Belgium.
By locating the upgraded optical sorting system on the processing line between the IQF tunnel and packing station, final checks for food safety and product quality can be made with exceptional accuracy. As frozen product reaches the end of the line for bagging, the sorter recognizes and removes any remaining foreign material, extraneous vegetable matter (EVM) and hard-to-detect defects, such as stems and stalks with green beans or nightshade with peas. These detection capabilities greatly reduce the risks of consumer complaints or product recalls – already a vital requirement, and one that is harder to meet with organically grown fruit and vegetables, which typically get delivered to processing lines containing more unwanted materials such as insects, rodents and EVM.
As well as protecting brand reputations, TOMRA 5C’s state-of-the-art technologies offer other operational advantages. In comparison with the company’s highly effective predecessor, the Nimbus BSI, this new machine further enhances sorting efficiency and yields; is easier to keep running in optimum condition; has a more hygienic design which reduces cleaning time by about 35% compared to the Nimbus, and has capacity that’s greater by 5-10%.
The machine was first introduced in 2020 to sort dried fruit and nuts, but was designed from the outset for many different applications including frozen vegetable and fruit products. It is now being made available for IQF lines following tests with a major processor of frozen vegetables in the USA and another one in Europe. Validation was conducted over an intensive six-week period, with the machines working for two or more shifts per day and sorting four to five tons of product every hour.
Performance was assessed with more than 20 different types of vegetables, mono and mixed. The trials showed consistently excellent results – even with vegetables that are typically difficult to sort, such as white cauliflower, and when looking for foreign materials that are hard to detect, such as nightshade mixed in with peas.
Superior Efficiency and Performance
The equipment’s distinguished sorting accuracy is made possible by combining high-resolution lasers with TOMRA’s innovative BSI technology, which means that every object passing down the line is assessed not only for its color and shape, but also biological characteristics. This next-generation spectral imaging is able to look inside materials on the line by identifying their unique biometric characteristics, or “fingerprint.” BSI clearly contrasts good and bad materials and is able to detect even smaller defects than those recognized by conventional spectral technology.
Efficiency is also enhanced by connectivity to the TOMRA Insight cloud-based data platform. By accessing live data from the sorter, operators can make almost instant improvements to line efficiencies. When frozen vegetable products are mixed, this facility can ensure that each bag is packed with the right mix. Moreover, accessing data retrospectively makes it possible to quantify the standards of raw materials from suppliers and to make better informed business decisions.
Keeping the TOMRA 5C running at peak performance levels is aided by a Heartbeat feature, which provides one-click information about the machine’s health status and automatically triggers alarms if faults are detected. Cleaning is simplified and uptime is increased by a hygienic machine design featuring minimal and curved surfaces with easy access. Operation is made easy with the TOMRA ACT user interface. Furthermore, this machine has proven that it can withstand the tough conditions found in IQF environments, and is able to perform well in temperatures as hot as 50°C or as cold as -30°C.
New Brand Strategy and Tagline
The company used the Fruit Logistics venue to unveil a new brand strategy that highlights the value it creates for clients and food production worldwide, spotlighting the ambition it shares with customers, and cohesion with past business mergers and acquisitions.
Affirming commitment to work even closer with growers, packers and food processors to optimize food production, bit by bit, the TOMRA Food brand name will now be accompanied for the first time by a tagline: Every Resource Counts.
In aligning operations, which have grown over the years with mergers and acquisitions, two businesses bought by TOMRA in 2018, Compac and BBC Technologies, have now adopted the TOMRA Food brand name. These will form a newly-created business area, TOMRA Fresh Food, while TOMRA Food’s other operations become part of the TOMRA Processed Food business area.
“The way we tell our brand story isn’t only about communicating TOMRA Food’s current position and future ambitions. It is also part of our broader strategy to make a positive difference to the world we live in,” said President and CEO Tove Anderson during a press conference at Fruit Logistica. “We can achieve this by working closely with customers and establishing a common way of doing things to leverage strengths across the group. The revised branding is also part of a strategy to attract new talent, and to significantly increase our workforce by 2026.”

Michael Picandet, executive vice president and head of TOMRA Food, commented: “We are now presenting our brand in a way which recognizes how our lines of business and our customers are stronger together. Between us, we have the expertise to transform the food industry and lead the resource revolution, contributing to the sustainability agenda and helping to drive change for a better world. Keeping this perspective for the long term helps people better understand the actions needed in the short term.
“Our revised brand story also reflects how, by reformulating strategy in the last couple of years, we have set out on a more clearly defined path. This strategy is based on three pillars: Growth, to grow the business faster and better; Excellence, to be best-in-class in everything we do; Talent, to take care of our people and support their development.”

Making Every Resource Count
TOMRA Food’s current brand position is described as “an innovative provider of best-in-class post-harvest solutions, intelligence, and long-term partnerships for sustainable, safe, high quality food production.” The company works to strengthen its position not only by designing and manufacturing highly effective sorting and grading systems, but also by transforming advanced technology and complex information into valuable intelligence.
These capabilities matter more now than ever as the world’s growing population has an increasing need for safe, high quality, and sustainable food. Sharing collective roots of knowledge in the food industry with farmers and entrepreneurs, TOMRA Food fully understands that every resource counts. By building on its heritage with farmers and decades of entrepreneurship throughout the food industry, and by working together with growers, packers and food processors, the company holds the key to optimize food production and help co-create sustainable value today and for future generations.
“We have already expanded our collaborative approach from customers to partners and other industry experts to help the food supply chain in solving the challenges caused by loss of nature, the impact of climate and mounting inequalities,” said Picandet. “Focusing on customer needs and using the most advanced digital solutions, we can greatly reduce food loss, which the world urgently needs.”