Suppliers of optical sorting technology are as competitive as ever, with established players using their position to build strong relationships with frozen food producers. Most sorting systems engineers and marketers recently surveyed by FrozenFoodsBiz.com believe that equipment performances are, across the board, approaching perfection, so there is little opportunity for new entrants to bring disruptive technologies to the fore.
The current state of the frozen fruit and vegetable sector is an exciting one, with producers trying to work out what the “new normal” will bring as the world continues to cope with Covid-19. However, according to Joel Chase, product manager for the Buhler UK SORTEX F range, it is becoming increasingly clear that new developments, particularly those of connectivity and Big Data, will figure heavily in the future. This means that overriding trends such as zero-tolerance for foreign material (FM) and critical defects will remain in the forefront.

“The last year or so has enabled us to spend time focusing on intricate details and ensure that we are getting the very most out of existing technology. Recent advances include our new feeding systems and changes to how we interpret the data from sensors in our cameras. The advances are valid, especially for challenging subtle defects. This ultimately results in better good/bad product separation, meaning higher yields with lower false rejects. With ProSortX 4.0, we’ve also given our software a fresh new look and feel, as well as making it Industry 4.0 compatible and easier to use, so all in all, we have future-proofed our portfolio,” Chase told FrozenFoodsBiz.com.
The London, England-based product manager added that when the company’s PolarVision technology was introduced, it took care of many of the types of FM that had historically been problematic for frozen fruit and vegetable producers, such as plastic and wood, stones, and snails. However, the challenges tend to be more seasonal: for example, particular types of insect damage in fruit or datura in peas.
Buhler’s applications department is dedicated to running samples and experimenting with different optical filters and machine settings to identify optimal configurations to ensure that companies can quickly rise to meet the most pressing challenges of customers.
“Innovation is in our DNA, so much so that the first thing you see when you visit our website is our creed: Innovations for a better world. Yet, so often, the things that clients ask from us are the simplest, such as repositioning the graphical user interface or moving a chute partition. But, if innovation is in our DNA, then flexibility is our lifeblood, and we know that one size doesn’t fit all,” Chase concluded.
Coronavirus Impact
Equipment manufacturers concur that the coronavirus pandemic (SARS-CoV-2) has turned the world upside down, including the sorting business. From one day to the next, projects stopped, and there was a lot of uncertainty throughout the industry. No one was able to predict how and how long this would impact business. In the coming months, this led to a juggling act between closing out projects, implementation of cost-saving measures, and investing in new developments so that companies were ready for when things return to normality.
There was no emergency plan or recipe to be followed. Instead, everyone had to find ways of navigating the pandemic and dealing with its impact on their business.
On top of this, travel started to become increasingly difficult. As most sorting companies operate on a global scale, with sales personnel and technicians traveling all over the world to generate new business, install and service equipment, this created many new obstacles to overcome.
For most of these issues, technology provided a solution once again. Sales meetings and customer troubleshooting moved to online sessions and remote service. These efforts proved very efficient but were not a complete substitute for travel and face-to-face interchanges.
“Specialists cannot perform certain tasks remotely, so navigating the countless and sometimes daily changing restrictions have become an invaluable skillset,” said Lukas Lackner, vice president with Kirchberg an der Raab, Steiermark, Austria-headquartered Insort GmbH.
The sorting industry has managed, however, to adapt to a new and ever changing situation. It will need to continue doing so for the foreseeable future, which is why innovation continues.

“One of our newest developments is the Sherlock Safeguard (pictured above). It was designed for the highest food safety and to provide valuable inline quality and process control statistics. We realized that many frozen food processing industries already use multiple different detection technologies to increase the efficiency of detecting all kinds of defects and foreign materials. Still, most of these sorters use the same rejection mechanism, which is why we equipped our Sherlock Safeguard with Chemical Imaging Technology combined with our high-speed drop gates,” said Lackner. “Chemical Imaging Technology detects all kinds of organic and inorganic FM (independent of size, weight, shape, surface, color) and can provide valuable quality and process control statistics. This machine offers the complete package and is easy to integrate, while also providing added value, by generating real-time quality data inline.”
Sorting Through Sorters
On the wet end of frozen food production, processors rely on belt-fed sorters to remove foreign material and defects. However, most such sorters inspect the wet product with only top-mounted sensors looking at foostuffs on-belt and only partially in-air. This fails to detect defects located on the side of product resting on the belt.
According to Marco Azzaretti, director of marketing at Walla Walla, Washington, USA-headquartered Key Technology, VERYX belt-fed sorters are unique. They inspect products entirely in-air from the top and the bottom to see every facet of each object while eliminating the pitfalls of viewing products on a belt. Featuring sensors, light sources, and optical backgrounds positioned away from product splatter zones, VERYX sustains all-sided surface inspection in chaotic operating environments throughout long production cycles without operator intervention.
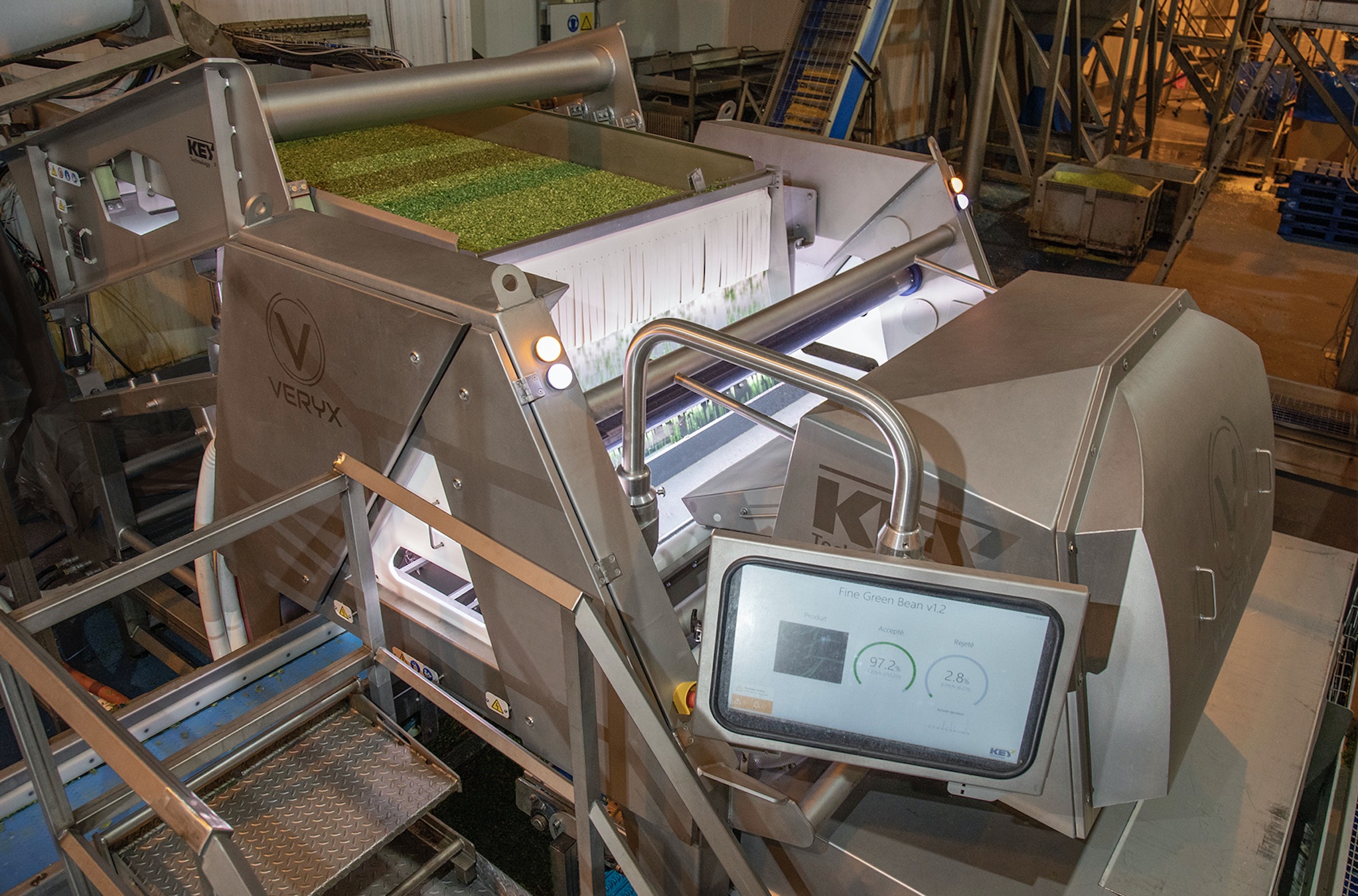
Customers usually prefer chute-fed sorters for frozen product inspection because they take up less space than belt sorters. Here, immediately before packaging, the sorter’s ability to ensure a product is in grade and free of foreign materials is critical.
Azzaretti pointed out that VERYX sorters can be equipped with Key’s Pixel Fusion inspection technology to maximize product quality and yield. The machinery combines pixel-level input from multiple sensor types to create a unique “signature” that identifies each sort of substance in the product stream, ensuring foreign material and defect removal while virtually eliminating false rejects.
“VERYX sorters are highly versatile and can be tailored with different sensor types, sensor configurations, lighting systems, ejection systems, and a wide range of intelligent software. Our team designed this versatility into VERYX from the outset, which enables us to customize each sorter to meet the unique needs of each food processor and easily update the equipment to incorporate advancing technology,” explained Azzaretti.
He continued: “Our R&D department is constantly developing new features for VERYX. In the past 12 months, we’ve introduced Key Discovery software solutions, Global View software-driven capability, and our proprietary BioPrint hyperspectral detection — all available on VERYX sorters. The most requested features from frozen food processors include all surface in-air inspection, Pixel Fusion, Sort-to-Grade, and Discovery.”
The new Key Discovery software transforms the VERYX sorter into an IIoT-connected device that collects, analyzes and shares data while sorting products. It harnesses data about the sorting process and every object flowing through the line to reveal patterns and trends that improve sorting and help control upstream and downstream operations. Real-time data and batch reports, combined with the ability to monitor and control the sorter remotely, enable a processor to manage their product quality better, increase yield, reduce downtime, and minimize labor to increase profitability.
Another recent innovation is the Global-View, a patented software-driven capability for the VERYX sorters that combines product data collected from multiple sensors with different vantage points around the product stream. As a result, it enables the sorter to consider each object in its entirety when making classification and sort decisions.
“Without Global View, a sorter analyzes information from each sensor view independently Instead, Global-View stitches together multiple pictures of the same object from different sensors,” said Azzaretti. “As a result, we base the accept/reject decision on information about the entire thing, allowing Key to recognize defects based on an analysis of an object’s total, multi-sided surface area for the first time and solve previously intractable sorting challenges.”
How Much of a Nuisance Can Defects Be?
According to Frank De Brauwer, regional sales manager for East Europe at TOMRA Food, so many product defects were, until recently, difficult to detect because they were invisible to the human eye and perhaps also undetectable by cameras. However, most blemishes are now positively identified using different technologies including cameras, lasers, near-infrared and TOMRA’s Biometric Signature Identification sensor. In addition to removing hard-to-find defects, false rejection rates are reduced. As a result, the company’s sorters are said to deliver consistently higher product quality and higher yields than other machines on the market.
“In recent years, we have launched the TOMRA 3A for sorting unwashed potatoes, the TOMRA 5B for fresh vegetables and french fries, the Nimbus BSI+ for frozen vegetables, and the TOMRA Insight data platform,” said De Brauwer. “Innovation is one of our core values, and a huge commitment to research and development ensures that we stay ahead of the competition. So, too, does the fact that we work very closely with our customers, identifying and developing solutions to their biggest challenges. As a result, we’re helping food processors improve food safety, product quality, yields and profitability. These efficiency improvements also minimize food waste and address increasing concerns about sustainability.”

Food safety, product quality and cost savings are the main reasons for investing in sorting technologies. Nowadays, however, a significant benefit is access to information. Data can make production plants even more cost-effective as processors like to know how their lines are performing, how much capacity they can run, the supplied quality, and how they can optimize it. The recently-launched data platform, TOMRA Insight, enables them to do this.
Regarding detecting FMs, Rasmus Andersen, head of software development for Odense, Denmark-headquartered Newtec, explained that the most difficult foreign materials to catch are objects similar in color, size and shape to the products being processed. For instance, some stones or clods of soil can be hard to distinguish from the potatoes themselves when sorting potatoes. More so, internal defects are also difficult to detect. Newtec is currently working on the deployment of complementary vision systems with various types of spectral analysis to evaluate the chemical composition of the products to solve both of these problems.
“We are just about to release an X-ray-based machine where multiple x-ray scans per product permit us to identify and reject items with internal defects. Another machine that we will present soon makes use of hyperspectral imaging to acquire a chemical composition of the products to assess internal conditions such as moisture, sugar, oil, and starch levels,” announced Thomas Heinicke, head of sales and marketing development . “Our Celox-C-UHD (pictured below in action – carrots reach the Spinaflex™ section as they leave the camera section) is the only machine on the market which can simultaneously grade products in both size, shape and quality — and then deliver the products in up to 16 different categories at a maximum capacity of 120,000 carrots per hour. It is a sorter in constant development, with two annual software releases. We strive to be compatible with older models and distribute the releases over the Internet to existing machines — downloadable and installable directly from the machine’s user interface. Apart from new features and functions, some of the focal points for the last couple of releases have been robustness, stability, user experience, and machine maintenance.”

The Bottom Line
Looking to the future, sorting equipment manufacturers anticipate that the demand for optical sorting will stay strong, and customers will continue to seek efficient and reliable machines.
“We have always put efficiency first,” Visar Sorting Marketing Manager Florian Gachet told FrozenFoodsBiz.com. This strategy allows us today to meet market expectations. The quality of work of our machines is widely recognized, and our latest developments have improved their workflow to guarantee a rapid return on investment.”
The Oppens, Switzerland-based company subdivides its machines into several modules: power supply-optical system-ejection system, and are improved one after the other to remain compatible. As a result, the new models easily integrate into older equipment, which continues to stay efficient. This is much appreciated by customers.

“Increasing throughput and therefore the profitability of sorters is the number one demand. Fortunately, we were able to meet this last year with our new rotary feed system. Improving the quality of sorting is also a constant demand. Even though we have already reached a very high level, there are still areas for improvement. The use of the sorting data of each batch is a topic that is growing in importance. Our customers want to integrate our data into their ERP (Enterprise Resource Planning) software. It’s part of precision farming that thrives,” Gachet explained.
Likewise, Sjors Vullings, the marketing consultant for Marcelissen Food Processing Machinery, expects the Venlo, Netherlands-based company to deliver more Sliver Removers and Split Sorters for the remainder of this year, since demand hasn’t stopped since it picked up last year.
“With food and catering businesses opening up again, this also brings new demand for our specially-designed restaurant version of the Sliver Remover, the one it all started with some 50 years ago. For 2022, we hope to be able to introduce our latest generation Sliver Remover and Split Sorter to many new and current customers,” Vullings added.
A few years ago, Marcelissen developed the Split Sorter SR2-S, taking all the advantages of the latest generation of its proprietary Sliver Removers and adding additional adjustments. The result has been much appreciated in the fruit sector, especially among processors of peaches and cherries.

“Whereas most companies use regular Sliver Removers with one adjusting box, the Split Sorter has two, thus enabling customers to determine the gap size between the first half of rolls and the second one separately. Therefore, customers can get rid of FM’s over the first 50% of rolls and make two-sized sorting stages (last 50% of rolls and outfeed), all on one machine. Up till now, no other company offers Split Sorters,” Vullings said.
To conclude, manufacturers believe that impact from the coronavirus pandemic will continue to accelerate the shift away from manual to automated sorting and increase the use of remote monitoring, service and support. And all the time, consumers are getting more demanding about product quality, which means more food processors will need optimum sorting solutions to gain or retain competitiveness. As a result, the demand for digital technology to sort our foreign materials and extraneous vegetative matter will remain strong across the board and increase in select geographical areas because the technology delivers operational benefits that are more important now than ever. By improving process efficiencies and reducing labor while ensuring more consistent product quality, digital sorters help processors stay a step ahead in competitive markets.